1、前言萊鋼熱電廠
萊鋼熱電廠2號高爐鼓風機組(以下簡稱2#風機)為汽輪機拖動的軸流離心混合式鼓風機。汽輪機型號為TRe9/160單缸凝汽反動式,風機型號為A-Gr8/11-S軸流、離心、混合式,均為德國GHH公司七十年代的產品,是萊鋼九十年代末從首鋼購買的二手設備,通過近幾年對油系統、調節系統、防喘振系統、自動控制系統的技術改造,已成為高爐煉鐵的主力風機,為萊鋼鐵、鋼、材產量的逐年攀升立下了汗馬功勞。但由于服役期限接近三十年,汽輪機本體及輔機已經老化,設備的可靠性大幅度降低,目前只能作為備用機組。
其后對汽輪機進行了大修,大修過程中發現汽輪機轉子結垢嚴重、葉片有斷裂現象,被迫去掉40多片,進行了清垢處理。機組開機后轉速即出現周期性正弦波振蕩,一個周期內峰谷值相差在100r/min左右。相關的二次油壓、蒸汽流量等工藝參數都出現周期振蕩的情況,嚴重影響了高爐鼓風機的運行工況,不能投入正常運行。
2#機組轉速調節設備采用美國WOODWARD公司的PEAK150調速器。根據對油系統和PEAK150調速系統的綜合分析,通過靜態、動態實驗,找到了影響轉速波動的真正原因,從根本上解決了轉速波動的問題,保證了風機的安全穩定順行。

2、調速系統簡介
2#機組的調速系統的基本控制原理如圖1所示。PEAK150設定在定轉速方式運行,兩個電磁式傳感器(以下簡稱MPU)將檢測到的轉速頻率信號送入PEAK150,經過頻率/電壓轉換后,由高選器(HSS)進行高選,高選后的信號參加PID調節,根據不同的設定采用不同的升速曲線對轉速的輸出進行控制。PEAK150的輸出電流信號經過電液轉換器轉換成對應的脈動油壓(二次油壓)信號,通過二次油壓的改變控制調速汽門的錯油門及油動機的行程,油動機行程對應著調速汽門(以下簡稱調門)的開度,從而控制進入汽輪機的新蒸汽流量,達到控制轉速的目的。
該機組的負荷調整以轉速調整為主,當需要增加負荷時,操作升速鍵(Raise),PEAK150的輸出電信號增加,二次油壓升高,調門開度相應開大,蒸汽流量增大,轉速升高;當減小負荷時,操作降速鍵(Lower),PEAK150的輸出電信號減小,二次油壓降,調門開度相應關小,蒸汽流量減少,轉速降低,從而達到控制汽輪機轉速的目的。

圖1 汽輪機調速系統控制原理圖
3、原因分析
3.1 影響轉速的主要因素
通過對汽輪機調速系統控制原理的分析,認為影響轉速的主要工藝基本參數有6個。外因主要有:蒸汽壓力、蒸汽溫度、風機出口壓力。當蒸汽壓力或者蒸汽溫度突然升高或下降時,由于閥門開度不變,進入調門的蒸汽熱值發生變化,會影響轉速。同樣,當風機負荷發生突然改變時,由于影響到汽輪機的出力,因此會對轉速有很大影響。內因有:PEAK150輸出控制電液轉換器的電流、調速汽門行程、二次脈動油壓。以上測點除調速汽門行程以外,其他測點在風機DCS系統都有顯示和歷史趨勢記錄,調速汽門行程在現場有標尺,在精度允許的范圍內,可以粗略地讀出調門行程的數值。另外,調節油的油質、汽輪機本身的機械性能等也是影響轉速的重要原因。
為了從根本上找到轉速波動的原因,首先對PEAK150進行了全面的檢查。檢查整個回路接線是否有松動,檢查PEAK150的輸出電流是否正常,經過檢查確定PEAK150工作比較穩定和正常。
3.2 靜態實驗
為了確認調速系統是否工作正常,在機組冷態下進行了靜態試驗。所謂靜態實驗是指對電液轉換器進行整定,使PEAK150的驅動電流、二次油壓、調門開度類似于線性關系,符合設計要求(如圖2,圖3所示),保證調速汽門按照PEAK150的控制信號進行動作,從而實現PEAK150對進汽量和轉速的準確控制。
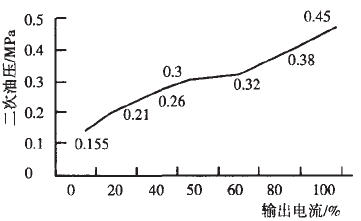
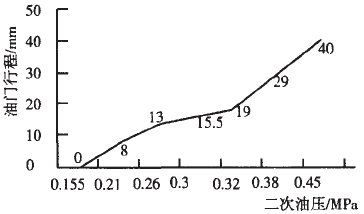
圖2 二次油壓與PEAK150輸出電流的線性關系 圖3 二次油壓與油門行程的線性關系
靜態實驗方法如下:
①確認檢測儀表接線無誤后,給PEAK150送電。
②通過DCS的強制功能模擬開機或者是使機組泄油電磁閥斷電,使PEAK150閉鎖狀態解除,工藝系統具備靜態調試條件。
③通過PEAK150的智能終端設定使PEAK150輸出4-20mA,記錄對應的二次油壓和調門行程。
④觀察記錄的數值,對照工藝標準值,確認三者的對應關系是否滿足工藝要求。如果有偏差,就要對電液轉換器進行調零和調滿,對錯油門、反饋部套進反復調整,直到符合工藝要求。
通過在靜態實驗過程中對調速系統的動態實驗觀察,汽輪機調節系統靜態曲線基本符合工藝要求。由此可以確認,整個調速系統各個部件在靜態實驗中運行是正常的。
3.3 動態實驗
為了進一步查找原因,在靜態實驗完畢后進行了動態試驗。所謂動態實驗就是在風機啟動過程和定速后加負荷過程中觀察機組的轉速情況,以及和轉速相關的各個參數情況。機組按操作規程進行啟動后,在機組由暖機轉速1500r/min進入到目標轉速3400r/min的過程發現轉速出現周期性振蕩,相應的蒸汽流量、二次油壓等參數都出現了周期性振蕩。
通過智能手操器調整PEAK150低轉速時增益(Speed dynamics →Speed gain)和積分參數(Speed dynamics → Low speed gain),轉速振蕩情況有所改善。在機組定速后的加負荷過程中,轉速的周期振蕩情況再次出現,同樣,通過修改PEAK150高轉速時的增益(Speed dynamics →High speed gain)和積分參數(Speed ynamics →High speed reset),轉速振蕩情況有了很大改善。
但在轉速增加到4600r/min左右的時候,發現轉速有突跳現象。根據歷史趨勢的顯示,在轉速設定值改變以后,轉速測量值沒有及時改變,導致輸出電流不斷增加,然后轉速測量值才發生突然變化,由此,說明調門有卡澀的地方。
3.4 綜合分析
綜合以上動態和靜態實驗分析:
①根據繞定軸轉動剛體的轉動慣量公式:

由于汽輪機葉片減少,導致轉子的質量以及質量的分布狀態發生了改變,因此轉子的轉動慣量發生了改變,所以轉速不可能維持在原來的穩定狀態。通過調整PID動態參數使轉速在新的平衡狀態下達到新的穩定。
②通過動態實驗發現,汽輪機的調速汽門有卡澀現象,存在調節部套老化的問題,這也是影響轉速波動的重要因素。以上兩點是造成這次轉速波動的主要原因。
4、提高轉速穩定性的幾點有效措施
4.1 保證系統參數的線性化關系
保證轉速控制系統的定期校驗,使PEAK150電流輸出、二次油壓和調門開度保持線性關系,這是調速系統正常運行的前提條件,特別是更換電液轉換器后,為保證線性關系必須進行靜態實驗;
4.2 保證一次檢測元件的正確安裝探頭是調速系統的“眼睛”,保證探頭的準確安裝和安裝精度,防止導線浸油或者與金屬物質接觸。
4.3 確保汽輪機調節系統各組成部分滿足工藝要求
一是按時對電液轉換器前濾網進行清洗;二是定期對透平油進行化驗,采取措施保證油的品質滿足工藝要求;三是保證調節部套正常工作,避免卡澀。
5、結束語
經過以上的實驗和分析,不僅從根本上找到了引起轉速波動的原因,而且找到了解決轉速波動的方法。并且從中得到了啟發,在高爐鼓風機組的維護中,必須系統思考,任何現場出現的故障都不能在某一個學科的領域內孤立分析,應該密切結合現場的實際,多方面多專業多角度的考慮,只有多多增進學科之間的融合,拓展知識面,才能更好地解決現場出現的各種故障和難題。
《汽輪機轉速波動原因分析與處理》作者:蕪鋼鐵集團有限公司自動化部 趙佳 高洪軍。本文作者簡介:趙佳,女,工程師,畢業于沈陽大學自控系,現從事計算機控制系統及熱工儀控系統的開發與維護工作。
汽輪機相關文章推薦閱讀
汽輪機軸向位移變化原因
汽輪機保護包含哪些內容
WOODWARD 505調速器故障處理實例
汽輪機軸向位移增大原因及解決方案
汽輪機DEH系統與汽輪機自啟停介紹